

新闻资讯
自动分拣系统功能分解
发布时间:
2024-04-27
自动分拣系统功能分解
1、上料功能
通常待分拣的工件都会集中在仓库中,而使用人力进行运输上料无疑又是增加了成本,这就需要自动分拣系统具有上料功能,能够将所有的工件自动运输到分拣处。此项功能的实现需要通过传感器来检测工件库中是否有工件,确认有工件后上料气缸将工件推出至皮带输送线,待分拣完成或者工件库中的工件耗尽之后气缸自动关闭。
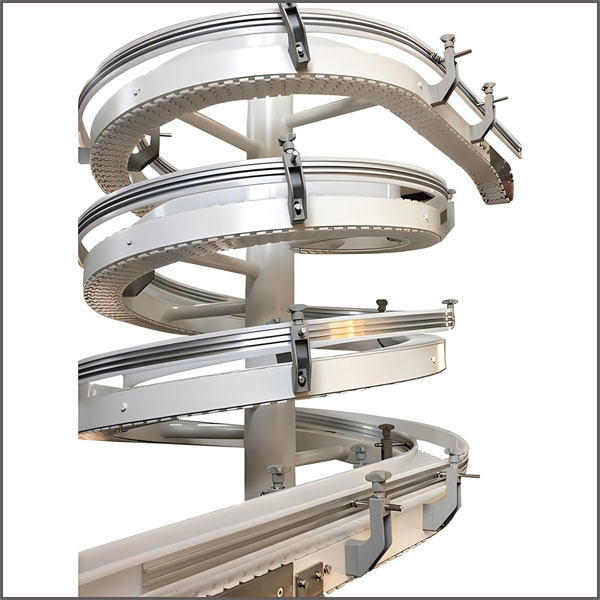
2、皮带输送功能
工件从仓库中被运输出来后,需要利用皮带的输送功能来使得工件进行下步的分解步骤,而在输送的过程中传感器需要检测工件的属性,从而为下步的处理收集数据。当工件被上料气缸推出后,PLC启动变频器带动三相异步电机,皮带开始输送工件。在工件经过了电感、电容等各种传感器后,工件的各种信息被传入至PLC系统,由系统来判断工件的材质以及颜色,从而为下步的分拣发出信号,工件运输至分拣处后即停止移动。

3、码垛机械手搬运功能
在需要分类的部件较多或者分类的项目较多时,仅仅靠皮带传输难以将工件次性运输到指定位置,这就需要用机械手来辅助搬运,在整个系统的设计中都是能够避免使用人力就尽量避免使用人力。当传感器检测到工件运输到皮带的终点时,机械手自动下降将工件抓住,然后通过其他轨道运输到另外的传输带中,机械手下降松开工件,然后上升返回原位,等待下个工件的到来,如此重复往返。

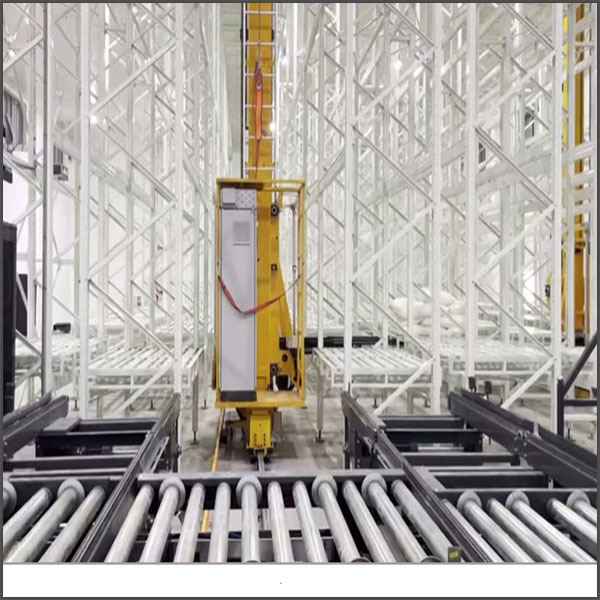
4、分类仓储功能
分拣系统可以将不同的工件进行详细的分类,而在分拣完成后需要将不同的工件进行归库,需要通过(WCS仓库设备控制系统/WMS智能仓库管理系统)系统结合将工件运到不同的仓储位置。本系统装既可以应用机械手搬运、输送、分拣,通过RGV四向车直接搬到相应的仓储之中,也可以让机械手将分类好的部件运输到小车之中,PLC启动步进电机带动运料小车,自动小车运载工件到相应的储存位置,在指定位置卸下,然后回到原来的位置等待下批工件的到位。
河南仟玺智能科技有限公司
生产基地:河南省郑州市登封市中岳街道产业集聚区标准化厂房A区6号楼
营销中心:河南省郑州市高新区碧荷路锦和苑商务中心B座704室
智能货仓孟总:15729372988
智能装备张总:18638279366
办公电话:0371-62888966
公司邮箱:hnqxzn6@163.com
上一篇:
下一篇:
相关新闻
2026-07-01
2026-06-23
2026-06-18
2026-06-18
2026-06-17
2026-06-11
联系方式
智能四向车:18768885675
智能装备:18638279366
办公电话:0371-62888966
公司邮箱:hnqxzn6@163.com
